


TGK 10 ਡੀਪ ਹੋਲ CNC ਸਕੀਵਿੰਗ ਅਤੇ ਰੋਲਿੰਗ ਮਸ਼ੀਨ
ਮਸ਼ੀਨ ਚਰਿੱਤਰ
TGK10 ਸੀਰੀਜ਼ CNC ਸਕੀਵਿੰਗ ਅਤੇ ਰੋਲਿੰਗ ਮਸ਼ੀਨ ਟੂਲ ਫਿਕਸਡ ਵਰਕਪੀਸ ਅਤੇ ਟੂਲ ਦੀ ਰੋਟਰੀ ਫੀਡ ਦੀ ਪ੍ਰੋਸੈਸਿੰਗ ਵਿਧੀ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ।ਮਸ਼ੀਨ ਟੂਲ ਵਰਕਪੀਸ ਦੇ ਅੰਦਰੂਨੀ ਛੇਕਾਂ ਦੇ ਬੋਰਿੰਗ, ਸਕ੍ਰੈਪਿੰਗ ਅਤੇ ਰੋਲਿੰਗ ਪ੍ਰੋਸੈਸਿੰਗ ਨੂੰ ਮਹਿਸੂਸ ਕਰ ਸਕਦਾ ਹੈ, ਪ੍ਰੋਸੈਸਿੰਗ ਦਾ ਤਰੀਕਾ ਸਧਾਰਨ ਹੈ, ਅਤੇ ਪ੍ਰੋਸੈਸ ਕੀਤੇ ਉਤਪਾਦ ਉੱਚ ਸ਼ੁੱਧਤਾ ਹਨ.ਇਸ ਮਸ਼ੀਨ ਟੂਲ ਦੇ ਮੁੱਖ ਫਾਇਦੇ ਹਨ ਉੱਚ ਪ੍ਰੋਸੈਸਿੰਗ ਕੁਸ਼ਲਤਾ, ਸਥਿਰ ਪ੍ਰਦਰਸ਼ਨ, ਅਤੇ ਕੁਸ਼ਲਤਾ ਰਵਾਇਤੀ ਡੂੰਘੇ ਮੋਰੀ ਬੋਰਿੰਗ ਮਸ਼ੀਨਾਂ ਅਤੇ ਹੋਨਿੰਗ ਮਸ਼ੀਨਾਂ ਦੇ 5 ਤੋਂ 10 ਗੁਣਾ ਹੈ;ਬੁੱਧੀਮਾਨ ਨਿਯੰਤਰਣ ਦੀ ਡਿਗਰੀ ਉੱਚੀ ਹੈ, ਅਤੇ ਮਸ਼ੀਨ ਟੂਲ ਦੀ ਹਰੇਕ ਐਕਸ਼ਨ ਕਮਾਂਡ ਦਾ ਡਿਜੀਟਲ ਨਿਯੰਤਰਣ ਅਤੇ ਨਿਗਰਾਨੀ ਸਧਾਰਨ ਅਤੇ ਸੁਵਿਧਾਜਨਕ ਹੈ।ਚਲਾਉਣ ਲਈ ਆਸਾਨ.

ਮਸ਼ੀਨ ਪੈਰਾਮੀਟਰ
| NO | ਇਕਾਈ | ਵਰਣਨ |
| 1 | ਪ੍ਰੋਸੈਸਿੰਗ ਅੰਦਰੂਨੀ ਵਿਆਸ ਸੀਮਾ | Φ35-100mm |
| 2 | ਪ੍ਰੋਸੈਸਿੰਗ ਡੂੰਘਾਈ ਰੇਂਜ | 1000mm-12000m |
| 3 | ਮਸ਼ੀਨ ਗਾਈਡਵੇ ਦੀ ਚੌੜਾਈ | 500mm |
| 4 | ਸਪਿੰਡਲ ਸੈਂਟਰ ਦੀ ਉਚਾਈ | 350mm |
| 5 | ਸਪਿੰਡਲ ਸਪੀਡ, ਗ੍ਰੇਡ | 5-1200rpm, 4 ਗੇਅਰ, ਸਟੈਪ ਰਹਿਤ |
| 6 | ਮੁੱਖ ਮੋਟਰ | 45KW, AC ਸਰਵੋ ਮੋਟਰ |
| 7 | ਫੀਡਿੰਗ ਸਪੀਡ ਰੇਂਜ | 5-3000mm/ਮਿੰਟ (ਪੜਾਅ ਰਹਿਤ) |
| 8 | ਕੈਰੇਜ ਫਾਸਟ ਮੂਵਿੰਗ ਸਪੀਡ | 6000mm/min |
| 9 | ਫਿਕਸਚਰ ਕਲੈਂਪਿੰਗ ਰੇਂਜ | Φ40-150mm |
| 10 | ਫੀਡ ਮੋਟਰ | 40N.m (Siemens AC ਸਰਵੋ ਮੋਟਰ) |
| 11 | ਕੂਲੈਂਟ ਸਿਸਟਮ ਮੋਟਰਜ਼ | N=7.5kw 11kw 15kw |
| 13 | ਕੂਲੈਂਟ ਸਿਸਟਮ ਰੇਟਡ ਪ੍ਰੈਸ਼ਰ | 2.5MPa |
| 14 | ਕੂਲੈਂਟ ਸਿਸਟਮ ਦਾ ਪ੍ਰਵਾਹ | 237L/min、201L/min、153L/min (3 ਸੈੱਟ) |
| 15 | ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਸਟਮ ਰੇਟਡ ਪ੍ਰੈਸ਼ਰ | 7 MPa |
| 16 | ਹਵਾ ਦਾ ਦਬਾਅ | ≥0.4MPa |
| 17 | ਕੰਟਰੋਲ ਸਿਸਟਮ: | ਸੀਮੇਂਸ 828 ਡੀ |
| 18 | ਬਿਜਲੀ ਦੀ ਸਪਲਾਈ | 380V.50HZ, 3 ਪੜਾਅ (ਵਿਉਂਤਬੱਧ ਕਰੋ) |
| 19 | ਮਸ਼ੀਨ ਮਾਪ | L*2400*2100*(L*W*H) |
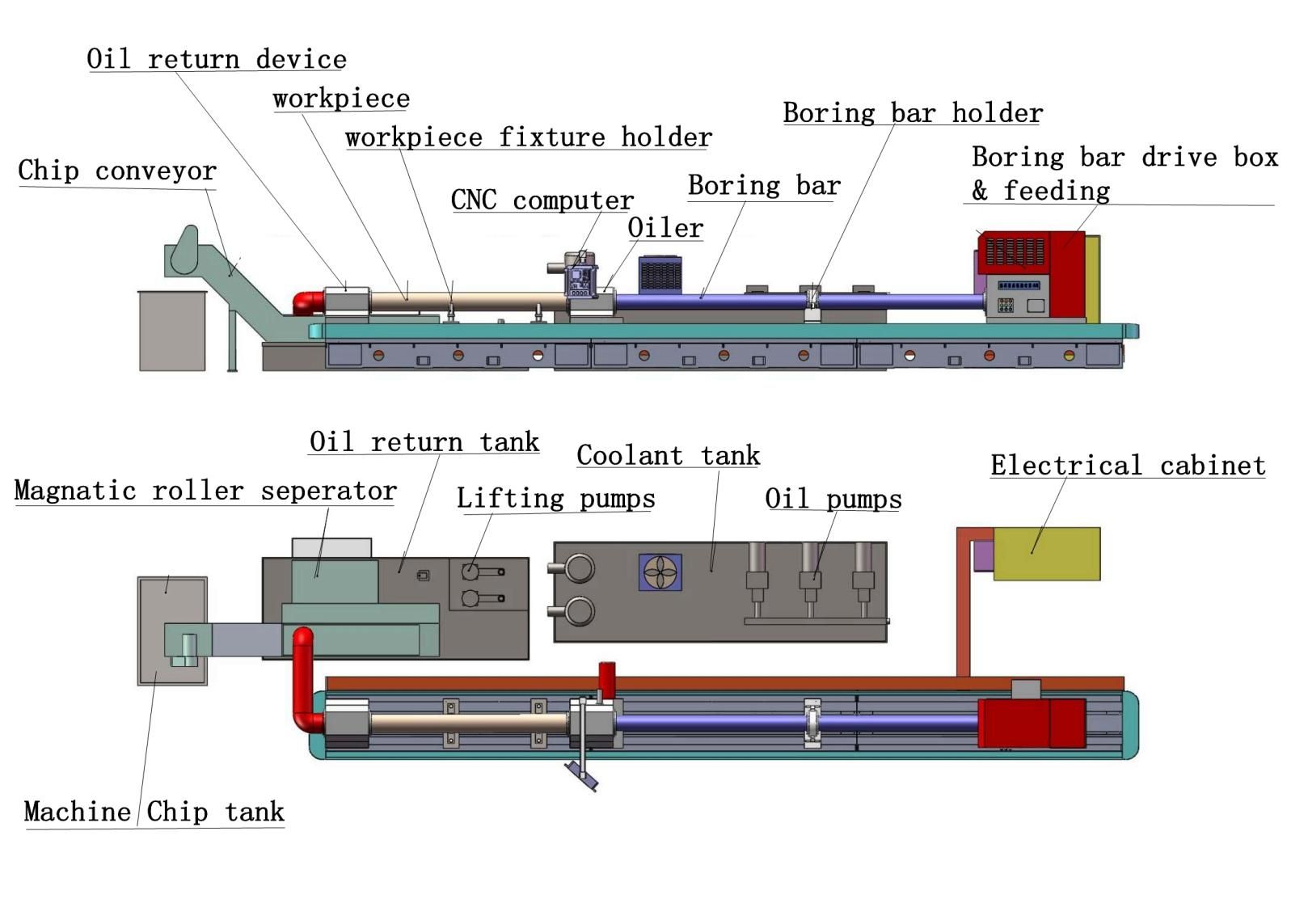
ਮਹੱਤਵਪੂਰਨ ਮਸ਼ੀਨ ਦੇ ਹਿੱਸੇ

1. ਮਸ਼ੀਨ ਬੈੱਡ
ਬੈੱਡ ਡਬਲ ਆਇਤਾਕਾਰ ਫਲੈਟ ਗਾਈਡ ਰੇਲ ਬਣਤਰ ਨੂੰ ਅਪਣਾ ਲੈਂਦਾ ਹੈ, ਅਤੇ ਗਾਈਡ ਰੇਲ ਦੀ ਚੌੜਾਈ 500mm ਹੈ.ਬੈੱਡ ਬਾਡੀ ਮਸ਼ੀਨ ਟੂਲ ਦਾ ਮੁਢਲਾ ਹਿੱਸਾ ਹੈ, ਅਤੇ ਇਸਦੀ ਕਠੋਰਤਾ ਪੂਰੇ ਮਸ਼ੀਨ ਟੂਲ ਦੇ ਕੰਮ ਕਰਨ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ ਅਤੇ ਕੰਮ ਕਰਨ ਦੀ ਸ਼ੁੱਧਤਾ ਨੂੰ ਸਿੱਧੇ ਤੌਰ 'ਤੇ ਪ੍ਰਭਾਵਿਤ ਕਰਦੀ ਹੈ।
2. ਬੋਰਿੰਗ ਰਾਡ ਡਰਾਈਵ ਬਾਕਸ
ਬੋਰਿੰਗ ਬਾਰ ਬਾਕਸ ਇੱਕ ਅਟੁੱਟ ਕਾਸਟਿੰਗ ਢਾਂਚਾ ਹੈ ਅਤੇ ਫੀਡ ਟਰੇ 'ਤੇ ਸਥਾਪਿਤ ਕੀਤਾ ਗਿਆ ਹੈ।ਰੋਟੇਟਿੰਗ ਸਪੀਡ ਦੀ ਚੋਣ ਵਰਕਪੀਸ ਸਮੱਗਰੀ, ਕਠੋਰਤਾ, ਕੱਟਣ ਵਾਲੇ ਸੰਦ ਅਤੇ ਚਿੱਪ ਤੋੜਨ ਦੀ ਸਥਿਤੀ ਵਰਗੇ ਕਾਰਕਾਂ ਦੇ ਅਨੁਸਾਰ ਨਿਰਧਾਰਤ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ।ਵੱਖ-ਵੱਖ ਗਤੀ ਦੇ ਅਨੁਸਾਰ, ਇਸ ਨੂੰ ਸੰਖਿਆਤਮਕ ਨਿਯੰਤਰਣ ਪ੍ਰਣਾਲੀ ਦੇ ਪ੍ਰੋਗਰਾਮਿੰਗ ਦੁਆਰਾ ਸੈੱਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਅਤੇ ਸਪਿੰਡਲ ਬੇਅਰਿੰਗਾਂ ਨੂੰ ਜਪਾਨ ਤੋਂ ਆਯਾਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਜਿਵੇਂ ਕਿ NSK.ਬੋਰਿੰਗ ਬਾਰ ਬਾਕਸ ਦਾ ਮੁੱਖ ਕੰਮ ਟੂਲ ਨੂੰ ਘੁੰਮਾਉਣ ਲਈ ਚਲਾਉਣਾ ਹੈ



3. ਤੇਲ ਫੀਡਰ ਅਤੇ ਤੇਲ ਕੁਲੈਕਟਰ ਸਿਸਟਮ
ਤੇਲ ਪ੍ਰਾਪਤ ਕਰਨ ਵਾਲਾ ਮਸ਼ੀਨ ਟੂਲ ਦੇ ਮੱਧ ਵਿੱਚ ਸਥਿਤ ਹੈ.ਤੇਲ ਪ੍ਰਾਪਤ ਕਰਨ ਵਾਲੇ ਹਿੱਸੇ ਦੇ ਮੁੱਖ ਕੰਮ ਹਨ: 1. ਵਰਕਪੀਸ ਵਿੱਚ ਕੂਲੈਂਟ ਇਨਪੁਟ ਕਰਨਾ।2. ਆਇਲਰ ਦਾ ਅਗਲਾ ਸਿਰਾ ਵਰਕਪੀਸ ਦੀ ਉਪਰਲੀ ਪਲੇਟ 'ਤੇ ਟੂਲ ਗਾਈਡ ਸਲੀਵ ਨਾਲ ਲੈਸ ਹੈ, ਜੋ ਸਕ੍ਰੈਪਰ ਪ੍ਰੋਸੈਸਿੰਗ ਦੌਰਾਨ ਪ੍ਰਵੇਸ਼ ਦੁਆਰ ਦੀ ਗਾਈਡ ਨੂੰ ਮਹਿਸੂਸ ਕਰ ਸਕਦਾ ਹੈ।ਆਇਲ ਰਿਟਰਨ ਡਿਵਾਈਸ ਮਸ਼ੀਨ ਟੂਲ ਦੇ ਖੱਬੇ ਸਿਰੇ 'ਤੇ ਸਥਿਤ ਹੈ, ਜੋ ਕਿ ਬੈੱਡ ਦੀ ਧੁਰੀ ਦਿਸ਼ਾ ਦੇ ਨਾਲ ਹਿੱਲ ਸਕਦੀ ਹੈ ਅਤੇ ਸਥਿਰ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ।ਆਇਲ ਰਿਟਰਨ ਡਿਵਾਈਸ ਦੇ ਮੁੱਖ ਕੰਮ ਹਨ: ਤੇਲ ਰਿਟਰਨ ਬਾਡੀ ਦਾ ਹੇਠਲਾ ਹਿੱਸਾ ਬੈੱਡ ਦੇ ਮੱਧ ਵਿੱਚ ਟੀ-ਆਕਾਰ ਦੇ ਪੇਚ ਡੰਡੇ ਨਾਲ ਜੁੜਿਆ ਹੋਇਆ ਹੈ, ਅਤੇ ਧੁਰੀ ਅੰਦੋਲਨ ਪ੍ਰਕਿਰਿਆ ਦੇ ਦੌਰਾਨ ਵਰਕਪੀਸ ਦੀ ਪੂਰਵ-ਸਥਿਤੀ ਨੂੰ ਮਹਿਸੂਸ ਕਰਦਾ ਹੈ;ਇਹ ਸਰਵੋ ਮੋਟਰ ਜੈਕਿੰਗ ਯੰਤਰ ਨਾਲ ਲੈਸ ਹੈ (ਕਿਉਂਕਿ ਜੈਕਿੰਗ ਸਭ ਤੋਂ ਉੱਨਤ ਸਰਵੋ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ ਮੋਟਰ ਜੈਕਿੰਗ ਹਾਈਡ੍ਰੌਲਿਕ ਜੈਕਿੰਗ ਵਿਧੀ ਦੀ ਥਾਂ ਲੈਂਦੀ ਹੈ, ਤਾਂ ਜੋ ਜੈਕਿੰਗ ਫੋਰਸ ਦੀ ਵਿਵਸਥਾ ਨੂੰ ਅਸਲ ਵਿੱਚ ਡਿਜੀਟਲ ਨਿਯੰਤਰਣ ਦਾ ਅਹਿਸਾਸ ਹੁੰਦਾ ਹੈ। ਵਰਕਪੀਸ ਦੀ ਕੰਧ ਦੀ ਮੋਟਾਈ ਅਤੇ ਵਿਆਸ ਵੱਖ-ਵੱਖ ਹਨ , ਅਤੇ ਨੋਜ਼ਲ ਦੇ ਵਿਗਾੜ ਨੂੰ ਸਭ ਤੋਂ ਵੱਧ ਹੱਦ ਤੱਕ ਰੋਕਣ ਲਈ ਵੱਖ-ਵੱਖ ਜੈਕਿੰਗ ਬਲਾਂ ਦੀ ਚੋਣ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।)
4. ਮਸ਼ੀਨ ਫੀਡ ਸਿਸਟਮ
ਤਾਈਵਾਨ ਸ਼ਾਂਗਯਿਨ ਉੱਚ-ਸ਼ੁੱਧਤਾ ਵਾਲੀ ਬਾਲ ਪੇਚ ਜੋੜੀ ਮਸ਼ੀਨ ਟੂਲ ਬਾਡੀ ਦੇ ਗਰੂਵ ਦੇ ਮੱਧ ਅਤੇ ਪਿਛਲੇ ਅੱਧ ਵਿੱਚ ਸਥਾਪਿਤ ਕੀਤੀ ਗਈ ਹੈ, ਅਤੇ ਅੰਤ ਵਿੱਚ ਇੱਕ ਫੀਡ ਬਾਕਸ ਹੈ, ਜੋ ਕਿ 5.5KW AC ਸਰਵੋ ਮੋਟਰ ਦੁਆਰਾ ਚਲਾਇਆ ਜਾਂਦਾ ਹੈ, ਜਿਸ ਨੂੰ ਫੀਡਿੰਗ ਦਾ ਅਹਿਸਾਸ ਹੁੰਦਾ ਹੈ। ਫੀਡ ਪੈਲੇਟ (ਬੋਰਿੰਗ ਬਾਰ ਬਾਕਸ) ਦੁਆਰਾ ਸੰਦ।ਫੀਡ ਦੀ ਗਤੀ ਨੂੰ ਕਦਮ ਰਹਿਤ ਐਡਜਸਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਅਤੇ ਟੂਲ ਨੂੰ ਤੇਜ਼ੀ ਨਾਲ ਵਾਪਸ ਲਿਆ ਜਾ ਸਕਦਾ ਹੈ।ਮਸ਼ੀਨ ਬੈੱਡ ਬਾਡੀ ਦੇ ਗਰੂਵ ਦਾ ਅਗਲਾ ਅੱਧ ਇੱਕ ਟੀ-ਆਕਾਰ ਦੇ ਪੇਚ ਅਤੇ ਇੱਕ ਫੀਡ ਬਾਕਸ ਨਾਲ ਲੈਸ ਹੈ, ਜੋ ਕਿ ਤੇਲ ਰਿਟਰਨ ਡਿਵਾਈਸ ਨੂੰ ਫੀਡ ਕਰਨ, ਵਰਕਪੀਸ ਦੀ ਸਥਿਤੀ ਨੂੰ ਅਨੁਕੂਲ ਕਰਨ ਅਤੇ ਕਲੈਂਪਿੰਗ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।ਪੂਰੇ ਫੀਡਿੰਗ ਸਿਸਟਮ ਵਿੱਚ ਉੱਚ ਸ਼ੁੱਧਤਾ, ਚੰਗੀ ਕਠੋਰਤਾ, ਨਿਰਵਿਘਨ ਅੰਦੋਲਨ, ਅਤੇ ਚੰਗੀ ਸ਼ੁੱਧਤਾ ਧਾਰਨ ਦੇ ਫਾਇਦੇ ਹਨ।


5. ਬੋਰਿੰਗ ਬਾਰ ਸਪੋਰਟ ਸਿਸਟਮ
ਬੋਰਿੰਗ ਬਾਰ ਦੀ ਸਪੋਰਟਿੰਗ ਸਲੀਵ ਬਰੈਕਟ ਬਾਡੀ 'ਤੇ ਪੇਚਾਂ ਨਾਲ ਫਿਕਸ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਇਸ ਨੂੰ ਬੋਰਿੰਗ ਬਾਰ ਨਾਲ ਬਦਲਿਆ ਜਾਂਦਾ ਹੈ, ਜੋ ਕਿ ਵੱਖ-ਵੱਖ ਬੋਰਿੰਗ ਬਾਰਾਂ ਨੂੰ ਬਦਲਣ ਲਈ ਸੁਵਿਧਾਜਨਕ ਅਤੇ ਤੇਜ਼ ਹੁੰਦਾ ਹੈ।ਇਹ ਮੁੱਖ ਤੌਰ 'ਤੇ ਬੋਰਿੰਗ ਬਾਰ ਦਾ ਸਮਰਥਨ ਕਰਨ, ਬੋਰਿੰਗ ਬਾਰ ਦੀ ਚਲਦੀ ਦਿਸ਼ਾ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰਨ, ਅਤੇ ਬੋਰਿੰਗ ਬਾਰ ਦੇ ਕੰਬਣੀ ਨੂੰ ਜਜ਼ਬ ਕਰਨ ਦੀ ਭੂਮਿਕਾ ਨਿਭਾਉਂਦਾ ਹੈ।ਸਵਿਵਲ ਫੰਕਸ਼ਨ ਦੇ ਨਾਲ ਅੰਦਰੂਨੀ ਸਹਾਇਤਾ ਵਾਲੀ ਸਲੀਵ
6. ਵਰਕਪੀਸ ਫਿਕਸਚਰ ਸਪੋਰਟ ਸਿਸਟਮ
ਵਰਕਪੀਸ ਦਾ ਸਮਰਥਨ ਕਰਨ ਲਈ V- ਆਕਾਰ ਦੇ ਬਲਾਕ ਬਰੈਕਟਾਂ ਦੇ ਦੋ ਸੈੱਟਾਂ ਨਾਲ ਲੈਸ.ਪੇਚ ਅਤੇ ਨਟ ਲਿਫਟਿੰਗ ਨੂੰ ਵੱਖ-ਵੱਖ ਵਰਕਪੀਸ ਵਿਆਸ ਦੇ ਅਨੁਸਾਰ ਮਨਮਾਨੇ ਢੰਗ ਨਾਲ ਐਡਜਸਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ.ਇਹ ਮੁੱਖ ਤੌਰ 'ਤੇ ਵਰਕਪੀਸ ਲੋਡ-ਬੇਅਰਿੰਗ ਅਤੇ ਐਡਜਸਟਮੈਂਟ, ਅਤੇ ਬੋਰਿੰਗ ਹੋਲ ਦੀ ਸਥਿਤੀ ਦੀ ਭੂਮਿਕਾ ਨਿਭਾਉਂਦਾ ਹੈ।

7. ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਸਟਮ
ਮਸ਼ੀਨ ਟੂਲ ਇੱਕ ਵਿਸ਼ੇਸ਼ ਹਾਈਡ੍ਰੌਲਿਕ ਪ੍ਰਣਾਲੀ ਨਾਲ ਲੈਸ ਹੈ, ਜੋ ਰੋਲਿੰਗ ਐਕਸ਼ਨ ਦੇ ਨਿਯੰਤਰਣ ਪ੍ਰਣਾਲੀ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ ਹਾਈਡ੍ਰੌਲਿਕ ਟੂਲ ਦੇ ਵਿਸਥਾਰ ਅਤੇ ਸੰਕੁਚਨ ਅਤੇ ਬੋਰਿੰਗ ਬਾਰ ਬਾਕਸ ਦੇ ਹਾਈਡ੍ਰੌਲਿਕ ਆਟੋਮੈਟਿਕ ਸ਼ਿਫਟਿੰਗ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰਨ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।ਰੇਟ ਕੀਤਾ ਦਬਾਅ 7Mpa ਹੈ।ਮੁੱਖ ਭਾਗ ਆਯਾਤ ਤੇਲ ਖੋਜ ਲੜੀ ਉਤਪਾਦ ਹਨ.

8. ਕੂਲੈਂਟ ਫਿਲਟਰ ਸਿਸਟਮ
ਕੂਲਿੰਗ ਚਿੱਪ ਹਟਾਉਣ ਅਤੇ ਫਿਲਟਰੇਸ਼ਨ ਸਿਸਟਮ: ਮੁੱਖ ਤੌਰ 'ਤੇ ਮਸ਼ੀਨ ਟੂਲ ਦੇ ਪਿਛਲੇ ਪਾਸੇ ਸਥਿਤ, ਚੇਨ ਪਲੇਟ ਆਟੋਮੈਟਿਕ ਚਿੱਪ ਹਟਾਉਣ ਵਾਲੀ ਮਸ਼ੀਨ (ਮੋਟੇ ਫਿਲਟਰ) ਦੁਆਰਾ ਫਿਲਟਰ ਕਰਨ ਤੋਂ ਬਾਅਦ → ਪਹਿਲੇ-ਪੱਧਰ ਦਾ ਤੇਲ ਫਿਲਟਰ → ਦੂਜੇ-ਪੱਧਰ ਦਾ ਤੇਲ ਫਿਲਟਰ ਅਤੇ ਸੈਡੀਮੈਂਟੇਸ਼ਨ ਤੋਂ ਬਾਅਦ ਤੀਜੇ-ਪੱਧਰ ਦਾ ਫਿਲਟਰੇਸ਼ਨ ਅਤੇ ਫਿਲਟਰੇਸ਼ਨ.
9. ਇਲੈਕਟ੍ਰਿਕ ਸਿਸਟਮ
ਇਸ ਵਿੱਚ ਮੁੱਖ ਕੰਟਰੋਲ ਬਾਕਸ, ਆਪਰੇਸ਼ਨ ਬਾਕਸ, ਟਰਮੀਨਲ ਬਾਕਸ ਅਤੇ ਕੇਬਲ ਸ਼ਾਮਲ ਹਨ।ਮੁੱਖ ਬਿਜਲੀ ਦੇ ਹਿੱਸੇ ਸਨਾਈਡਰ ਬ੍ਰਾਂਡ ਹਨ।ਇਲੈਕਟ੍ਰਿਕ ਕੰਟਰੋਲ ਬਾਕਸ (ਏਅਰ ਕੰਡੀਸ਼ਨਿੰਗ ਕੂਲਿੰਗ) ਲਈ।ਮੁੱਖ ਵਾਇਰਿੰਗ ਭਾਗ ਹਵਾਬਾਜ਼ੀ ਪਲੱਗ ਬਣਤਰ ਨੂੰ ਗੋਦ ਲੈਂਦਾ ਹੈ।ਕੇਬਲ ਰਾਸ਼ਟਰੀ ਮਿਆਰ ਨੂੰ ਅਪਣਾਉਂਦੀਆਂ ਹਨ, ਅਤੇ ਕਮਜ਼ੋਰ ਮੌਜੂਦਾ ਕੇਬਲ ਢਾਲ ਵਾਲੀਆਂ ਕੇਬਲਾਂ ਨੂੰ ਅਪਣਾਉਂਦੀਆਂ ਹਨ।ਵਾਇਰਿੰਗ ਨੂੰ ਮਜ਼ਬੂਤ ਅਤੇ ਕਮਜ਼ੋਰ ਬਿਜਲਈ ਅਲੱਗ-ਥਲੱਗ ਦੇ ਅਨੁਸਾਰ ਸਖਤੀ ਨਾਲ ਵਿਵਸਥਿਤ ਕੀਤਾ ਗਿਆ ਹੈ।

| NO | ਇਕਾਈ | ਬ੍ਰਾਂਡ | NO | ਇਕਾਈ | ਬ੍ਰਾਂਡ |
| 1 | ਮਸ਼ੀਨ ਮੈਟਲ ਬਾਡੀ | ਖ਼ੁਦ ਬਣਾਇਆ ਗਿਆ | 2 | ਬੋਰਿੰਗ ਬਾਰ ਡਰਾਈਵ ਬਾਕਸ | ਖ਼ੁਦ ਬਣਾਇਆ ਗਿਆ |
| 3 | ਸਪੋਰਟ ਪੈਨਲ | ਖ਼ੁਦ ਬਣਾਇਆ ਗਿਆ | 4 | ਸਪਿੰਡਲ ਬੇਅਰਿੰਗ | ਜਪਾਨ NSK |
| 5 | ਹੋਰ ਰਿੱਛ | ਚੰਗੇ ਬ੍ਰਾਂਡ | 6 | ਬਾਲ ਪੇਚ | ਤਾਈਵਾਨ ਬ੍ਰਾਂਡ |
| 7 | ਮੁੱਖ ਇਲੈਕਟ੍ਰਿਕ ਤੱਤ | ਸਨਾਈਡਰ ਜਾਂ ਸੀਮੇਂਸ | 8 | ਸਪਿੰਡਲ ਮੋਟਰ | ਚੀਨ ਦਾ ਬ੍ਰਾਂਡ |
| 9 | ਫੀਡ ਸਰਵੋ ਮੋਟਰ | ਸੀਮੇਂਸ | 10 | ਫੀਡ ਸਰਵੋ ਡਰਾਈਵਰ | ਸੀਮੇਂਸ |
| 11 | CNC ਸਿਸਟਮ | ਸੀਮੇਂਸ | 12 | ਵਾਯੂਮੈਟਿਕ ਤੱਤ | ਜਪਾਨ SMC |
10.CNC ਕੰਟਰੋਲ ਸਿਸਟਮ
ਮਸ਼ੀਨ ਟੂਲ SIMENS828D CNC ਸਿਸਟਮ ਨਾਲ ਲੈਸ ਹੈ, ਅਤੇ ਕੂਲੈਂਟ ਪ੍ਰੈਸ਼ਰ ਯੰਤਰਾਂ ਦੁਆਰਾ ਪ੍ਰਦਰਸ਼ਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।ਫੀਡ ਮੋਟਰ ਇੱਕ ਸਰਵੋ ਮੋਟਰ ਹੈ, ਅਤੇ ਬੋਰਿੰਗ ਬਾਰ ਬਾਕਸ ਮੋਟਰ ਨੂੰ ਆਯਾਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ.ਮੈਨੂਅਲ ਫੀਡ, ਸਵੈ-ਨਿਦਾਨ ਫੰਕਸ਼ਨ.ਸਟੇਟਸ ਡਿਸਪਲੇ, ਕਈ ਫੰਕਸ਼ਨ ਜਿਵੇਂ ਕਿ ਮੌਜੂਦਾ ਸਥਿਤੀ ਡਿਸਪਲੇ, ਪ੍ਰੋਗਰਾਮ ਡਿਸਪਲੇ, ਪੈਰਾਮੀਟਰ ਸੈਟਿੰਗ ਡਿਸਪਲੇ, ਅਲਾਰਮ ਡਿਸਪਲੇ, ਬਹੁਭਾਸ਼ਾਈ ਡਿਸਪਲੇ ਪਰਿਵਰਤਨ, ਆਦਿ।





